


加カーボンキュアのCO₂鉱物化(固定化)技術を国内初実装
低炭素コンクリートの生産開始
會澤高圧コンクリート(本社苫小牧市、社長:會澤 祥弘)は、カナダのカーボンキュア・テクノロジーズと2020年7月にライセンス契約を締結し、札幌菊水工場(札幌市)の生コンプラントと、鵡川工場(むかわ町)の二次製品プラントへの低炭素コンクリート技術の導入を共同で進めてまいりましたが、このほどCO₂貯蔵タンクや計量器など設備の実装、並びに本技術を使った低炭素コンクリートへの配合修正等を終え、11月12日午前より「CarbonCure Concrete」の供給を開始いたしました。
北米を中心にコンクリートの低炭素化の切り札として急速に普及が進むカーボンキュアの技術が日本で実装されたのはこれが初めてです。私たちは、単一のプレキャスト製品で最も大量の生産をしている戸建て住宅用H型PCパイルを手始めに当社製品に使用するコンクリート材料を低炭素型に順次切り替る作業を進め、私たちが目標とするカーボンニュートラルの一日も早い達成に向けて前進してまいります。
カーボンキュアはコンクリートの製造時に液化CO₂を噴射して取り込み、ナノレベルの鉱物を生成させ、CO₂の主要な排出源のひとつであるセメント量を削減しながら同じコンクリート強度を引き出すテクノロジーです。2007年にカナダで設立されたベンチャーに米マイクロソフト創業者のビル・ゲイツ氏をはじめとする富豪が資金を拠出して実用化にこぎつけ、米国では空港や道路などのインフラ整備や、建築でもアマゾンがバージニア州に建設する第二本社ビルへの採用が決まるなど、急速な広がりを見せています。
私たちは30年までに年間5億㌧のCO₂削減目標を掲げるカーボンキュアと19年から技術交流を始め、20年7月にライセンス契約を締結。併せてCO₂の供給を担う産業用ガス大手のエア・ウォーター(本社大阪市)と技術提携し、コンクリート二次製品用として鵡川工場、生コン用として札幌菊水工場に本技術を実装する計画を進めてまいりました。
当初は今年4月にも稼働を開始する予定でしたが、カーボンキュアから輸入するCO₂の計量設備等に関して、我が国の高圧ガス保安法下の行政手続きに想定を超える時間を要し、導入時期が大幅に遅延しておりました。この度、カーボンキュアに加え、CO2供給体制の構築を担うエア・ウォーターとの連携により、カーボンキュアの技術を使った低炭素コンクリートの生産体制を国内でいち早く整えることが出来ました。
本技術は、以下の手順で運用されます。まずCO2サプライヤー(エア・ウォーター)が製鉄所等から排出されるCO2を採取して純粋液化し、ローリー車でプラントに設置した専用タンクまで配送します。カーボンキュア社は、適切なCO₂添加量をプラントのミキサー内部に直接注入する計量投入装置を当社に提供します。
 (CO2計量装置)
(CO2計量装置)
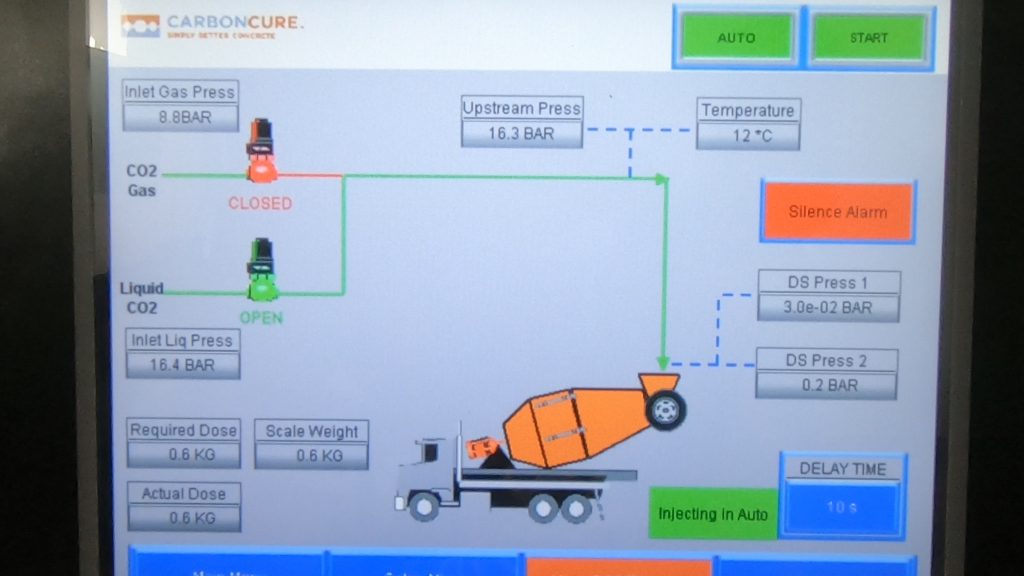 (CO₂制御盤)
(CO₂制御盤)
生コンクリートの製造を開始すると、CO₂が適切に計量され、ミキサー内に直接注入された液化CO2は空気に触れた瞬間に「CO2スノー」と呼ばれる粒子に変わり、練り混ぜ水に炭酸イオンとして溶け込みます。その後セメントから溶出されたカルシウムイオンと結合し、瞬間的に400ナノメートルレベルの微細な炭酸カルシウムの鉱物を生成し、セメント表面に付着します。この時、僅かに発熱反応もあります。

(ミキサー内に液化ガスを注入する配管)
この鉱物の周辺に、セメントからコンクリートの硬化工程で溶出される成分(C-S-H)が次々と付着していくため、硬化後のコンクリートの圧縮強度が高まります。この鉱物化効果によりセメントの使用量を減らしても要求される強度を満たすことができ、セメント使用量の適切な削減により低炭素型のエコなコンクリートを供給することができるのです。
このようにカーボンキュアにはCO₂をコンクリートに注入し鉱物として再固定化する直接的なCO₂削減効果と、強度増進分からセメント使用量の削減可能性を割り出してCO₂を人為的に削減するふたつのアプローチがあります。
まず私たちは鵡川工場で生産しているH型PCパイル用の生コンで検証を行いました。H型PCパイルは高い強度が要求されるため、生コンクリート一㎥にセメント量を460㎏使用しています。検証の結果、生コンクリート中に直接注入する液化CO2は、使用セメント量の0.3%が適正量であることが確認されました。つまり1.38㎏(460㎏×0.3%)のCO2を生コン製造時に注入することで、コンクリート中に1.38㎏の炭酸カルシウムの鉱物としてCO₂が再固定化されます。

(低炭素コンクリートができるまで)
硬化後のコンクリートの圧縮強度は約7%増加することが確認されました。この強度増加分に対して配合を見直すことで、一㎥当たりに使用するセメント量を6%減らすことができました。鵡川工場で生産されるH型PCパイルの場合、使用するセメント量が460㎏から432㎏に削減されるため、セメント生産時に発生するCO2量をもとに計算すると22㎏のCO₂削減に繋がります。瞬間的な鉱物化による1.38kgのCO₂固定化分と合わせると一㎥当たり計23.38KgのCO₂削減となります。
 (操作盤)
(操作盤)
このように、ミキサー内に噴射されたCO₂が瞬時に鉱物化し、わずかなCO₂で強度の増進を引き起こすことから反応するカルシウム量を抑えることができ、コンクリートの強アルカリ性が低下しないという優れた特性を有します。RC(鉄筋コンクリート)構造物全般に使用でき、さらにセメント量の削減で製造原価の低減にもつながるというメリットがあります。
鵡川工場におけるH型PCパイルの生産量は、年間約70,000トンに及びます。そのすべてを低炭素型コンクリートに切り替えると、年間約710トンのCO₂を削減することになります。鵡川工場では、順次Hパイルへの低炭素コンクリートの使用を拡大して行き、年度内(2022年3月末)には切替え作業を終える考えです。
脱炭素への対応が企業のサステナビリティに直結する時代に突入するなか、海外では、シカゴの「Ozinga」やサンフランシスコの「Central」など当社と技術交流のある北米の大手生コン会社を中心に、すでに500を超える工場がカーボンキュアを採用しています。私たちは鵡川工場と札幌菊水工場で低炭素コンクリートの知見を積み重ねながら、生コンクリート、プレキャストの全グループ工場に順次カーボンキュアを採用していくことで年間約5,700トンのCO2排出の削減を目指して参ります。
これは、樹齢40年の杉の木1本が1年間に吸収できるCO2量を約8.8㎏(林野庁調べ)とすると、約65万本が吸収する値に相当します。
■會澤高圧コンクリートについて
Innovate・Challenge・Trustの理念のもと、コンクリートマテリアルと先端テクノロジーを掛け算して新たな企業価値の創造に取り組む総合コンクリートメーカー。バクテリアの代謝機能を活⽤してクラック(ひび割れ)を⾃ら修復する⾃⼰治癒コンクリート(Basilisk)や速乾性のセメント系材料を使ったコンクリート3Dプリンターといった新機軸をMITやデルフト⼯科⼤学等との産学協⼒をテコに⽮継ぎ早に打ち出し、伝統的な素材産業からスマートマテリアルを基軸とするイノベーション・マーケティング集団へとDXを仕掛けています。2021年3⽉期の売上⾼(単体)は203億円。従業員618名。

(本プレスリリースのお問い合わせ先)
■會澤高圧コンクリート株式会社
生産科学本部副本部長 酒井 亨
t.sakai@aizawa-group.co.jp
■アイザワ技術研究所株式会社
主席研究員/シニアフェロー 中村 聖二
s.nakamura@aizawa-group.co.jp
CarbonCure Webサイト:https://www.carboncure.net/
※本プレスリリースのPDFはこちらからダウンロードできます。
https://www.aizawa-group.co.jp/home/wp-content/uploads/2021/11/CarbonCurePressRelease-1.pdf
※メディアの皆様へ
当プレスリリースに関係する画像ファイルなどはこちらからダウンロードいただけます。
https://drive.google.com/drive/folders/144pyvfP-TWHCqg1JMvtG8FjnJqsZQpkS?usp=sharing